Типы и особенности профилегибочного оборудования
Первое оборудование для изгибания ПВХ-профиля появилось в нашей стране в середине 90-х годов. Это было оборудование фирмы K. S. Schulten (Германия). При работе на этом оборудовании заготовка профиля опускалась в ванну с горячим глицерином и доводилась до вязкотекучего состояния, после чего при помощи вставок на рабочем столе формировалась заданная форма изделия.
В начале 2000-х годов русские умельцы начали создавать оборудование для изгибания ПВХ-профиля с разогревом заготовки в нагревательной камере с инфракрасным излучением. Первой начала производить и поставлять на рынок такое оборудование компания «Интерпласт» (г. Новосибирск).
Оборудование данного типа постоянно совершенствовалось и ООО «КВ-Пласт» (г. Воронеж) предложило нагревательную камеру в виде туннельной печи, более совершенные кондукторы, внешние вставки и внутренние, что позволило изгибать профили малым радиусом – 150 мм.
Потом на рынке появилась нагревательная камера с принудительной вентиляцией.
В настоящее время на российском рынке представлено гибочное оборудование с так называемой «мокрой» и «сухой» гибкой ПВХ-профиля.
Различают три типа станков по способу нагрева заготовки:
- Нагрев заготовки профиля в емкости с глицерином
- Нагрев заготовки профиля в нагревательной камере с инфракрасным излучением
- Нагрев заготовки профиля в нагревательной камере с потоком горячего воздуха
В 1999 году компания «ТИМ-ИНГ ЦЕНТР» (Сербия) впервые предложила изгибать ПВХ-профиль с армированием внутри на профилегибочном станке с тремя роликами. В настоящее время высокотехнологичные станки этой компании оснащены высокоточными 3D-камерами, представляющими собой самую современную систему для автоматического управления процессом гибки.
Особенности работы основных типов профилегибочного оборудования, представленного на нашем рынке
1. Нагрев заготовки профиля в емкости с глицерином

Станки на глицериновом нагреве используются в крупносерийном производстве. Современные станки поставляются с закрытой емкостью и с моторизованной подачей ПВХ-профиля.
Станки предназначены для сгибания любых видов ПВХ-профиля с боковыми удлинениями. Возможна гибка арок с относительно малыми и большими радиусами.
Достоинства:
- Обеспечивается равномерный и более быстрый нагрев заготовки
- Высокое качество изогнутого профиля, так как в каждую камеру профиля добавляются специальные вставки
- Практически отсутствие брака продукции (при ошибке можно вернуть профиль в ванну и снова придать ему необходимую форму)
Недостатки:
- Вредность производства (пары глицерина)
- Требуется специальное помещение и вентиляция, респираторы и спецодежда, а также разрешение органов санэпидемнадзора
- После нагрева в ванне цветного или ламинированного профиля происходит загрязнение глицерина, что приводит в последующем к окрашиванию профилей белого цвета
- Необходимость промывания и протирания заготовки после гибки
- Загрязнение производственного помещения
- Дополнительные расходы на приобретение и утилизацию глицерина
- Длительная процедура выставления шаблонов на рабочем столе
- Высокая стоимость оборудования
Компании-производители:
- K. S. Schulten (Германия), www.ksschulten.com
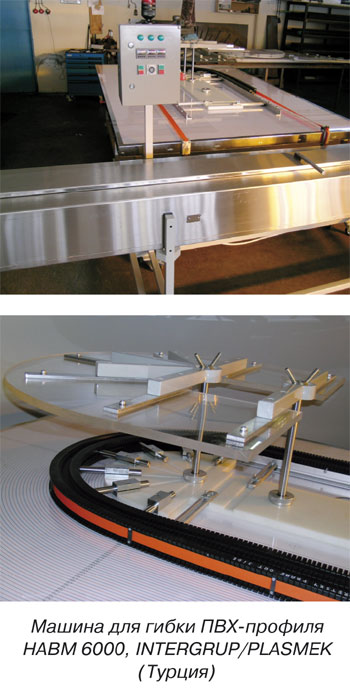
- INTERGRUP/PLASMEK (Турция), www.inter-grup.com, представители в России ООО «Экстру-Тех», www.extru-tech.ru
- Vermak (Турция), www.vermak.com.tr
2. Нагрев заготовки профиля в нагревательной камере с инфракрасным излучением
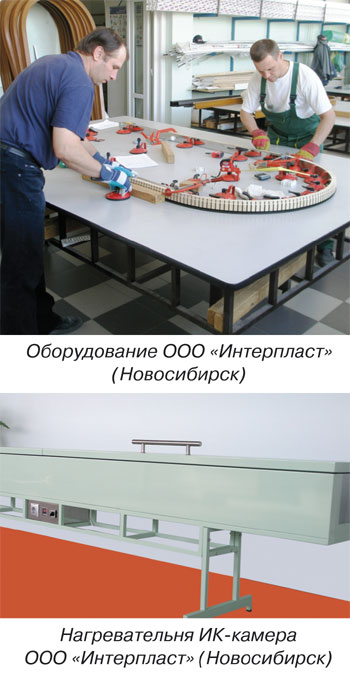
Чтобы изменить форму ПВХ-профиля (согнуть профиль), его разогревают в нагревательной камере с применением инфракрасного излучателя.
Нагревательная камера состоит из утепленного стального корпуса, утепленных крышек с внутренними отражателями, ИК-нагревателя и приборного устройства с микропроцессорным программируемым измерителем-регулятором температуры, механизмом автоматического включения и отключения нагревательных элементов, а также с электронными часами, таймером и сигнальным устройством, предназначенным для контроля и управления технологическим процессом в ручном и автоматическом режимах.
Нагревательные камеры имеют съемные боковые стенки или отрывающиеся дверцы, что позволяет работать с заготовками любого размера, то есть изготавливать арки без стыка с прямой частью.
Максимальная длина изгибания заготовки профиля зависит только от длины заказанных вами вставок, возможностей и конструкции нагревательной камеры, размеров рабочего стола.
После нагрева заготовка профиля выкладывается на рабочий стол, где и осуществляется гибка профиля.
Жесткая конструкция стола с абсолютно гладкой ламинированной поверхностью из специального термостойкого материала гарантирует изготовление арки с идеально ровной поверхностью. Конструкция стола позволяет накапливать и сохранять на своей поверхности тепло, необходимое для изгибания профиля. Поверхность стола позволяет начертить любые кривые линии изгибания заготовок профиля, а также обеспечивает надежное крепление установочных прижимов.
Уникальный дизайн шаблонов на вакуумных присосках, которые закрепляются на поверхности стола по имеющимся чертежам или шаблонам, обеспечивает максимальную простоту и точность при изготовлении арочных элементов самых сложных конструкций, минимальные затраты времени и физических сил в настройке.
Технология изготовления проста и надежна: профиль вместе с заполнителями внутренних камер нагревается в нагревательной камере при помощи инфракрасного излучения (горячего воздуха), затем извлекается и помещается в заранее выставленные на рабочем столе шаблоны на присосках, где и остывает в течение короткого промежутка времени.
Достоинства:
- Возможно изгибание профиля как по одному, так и по нескольким радиусам одновременно, в том числе и в разные стороны
- Возможно изгибание профиля по шаблону
- Низкое энергопотребление
- Издержки производства минимизированы
- Чистота производства, не требует специального изолированного помещения для выполнения данной работы
- Не требует дополнительных действий по обеспечению безопасности сотрудников, кроме наличия специальных перчаток, защищающих руки специалиста от высокой температуры профиля и заготовок
- Самый простой и дешевый (по сравнению с другими методами гибки ПВХ) способ изготовления арок
- Приемлемые цены на оборудование
Недостатки:
- Инфракрасные термокамеры, как правило, имеют неравномерность теплового поля внутри рабочей камеры
- Сравнительно длительный срок нагревания ПВХ-профиля, особенно его внутренних камер
- Возможен сдвиг при выставлении профиля кондуктора на вакуумных присосках
- Возможны повреждения (пригорание) заготовок ПВХ-профиля
- Возможны повреждения пленки ламинированного профиля
- Возможны вредные выбросы в атмосферу при перегреве ПВХ-профиля
- В случае ошибки профиль исправить практически невозможно
- Необходимо несколько часов для предварительного разогрева нагревательной камеры
Компании-производители:
- ООО «КВ-Пласт» (г. Воронеж), www.kv-plast.narod.ru
- ООО «Интерпласт» (г. Новосибирск), www.interplast.ru
- ООО «Компания Фирст» (г. Челябинск), www.anko.su
- «Аркатерм-Самара» (г. Самара), www.arkaterm.org
- FUX Maschinenbau und Kunststofftechnik GmbH (Австрия), www.fux.at, представители в России – компания FIRESI
3. Нагрев заготовки профиля в нагревательной камере с потоком горячего воздуха
Принцип сгибания основывается на помещении предварительно смягченного разогретым воздухом в горячей камере профиля в специальную систему шаблонов. Он отличается экологичностью и безопасностью по сравнению с существующими аналогами.
В комплект оборудования входят аэродинамические термокамеры для нагрева профилей, стол для гибки, система шаблонов, крепления для зажима, ножка циркуля для настройки радиуса и т. п.
Гибочный стол выполнен из специального прозрачного термостойкого материала с линейными каналами для настройки и измерения радиуса.
Нагревательная камера состоит из трех сегментов, причем профили могут быть установлены в передней или задней части. Также используются энергоэффективные нагреватели и замкнутая система циркуляции воздуха. Конструкция печи предполагает возможность нагрева ограниченного участка профиля, который должен быть изогнут. Станок предназначен для сгибания профиля на рабочем столе при помощи боковых удлинителей.
Достоинства:
- Равномерный прогрев профиля
- Зона длины нагрева профиля регулируется, что позволяет нагревать только тот участок профиля, который должен быть изогнут
- Стол с пневматическим управлением не требует трудоемкого процесса настройки элементов формирования
Недостатки:
- Высокое энергопотребление для создания высокоскоростного воздушного потока внутри рабочей камеры
- Высокоскоростной воздушный поток внутри рабочей камеры часто повреждает тонкие ПВХ-профили, такие как штапики, или даже засасывает их в вентилятор
- Высокий уровень шума, наличие электродвигателя и подвижных частей
- Высокая стоимость из-за дороговизны применяемых в нем комплектующих
Компании-производители:
- URBAN (Германия), www.u-r-b-a-n.ru
- INTERGRUP/PLASMEK (Турция), www.inter-grup.com, представители в России ООО «Экстру-Тех», www.extru-tech.ru
- Vermak (Турция), www.vermak.com.tr
4. Изгибание ПВХ-профиля на профилегибочных станках (гидравлическое гнутье)
Профилегибочные станки (профилегибы) являются универсальными гибочными машинами.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки – ролики Р1 и Р2, вращающиеся в одном направлении, и одна точка – ролик Р3, вращающийся навстречу.
Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. При изменении расстояния между роликами Р1 и Р2 изменяется радиус гибки профиля.
Желаемую скорость вращения роликов в данном оборудовании можно устанавливать вручную, в полуавтоматическом или автоматическом режиме.
Максимально точное изгибание профиля контролируется с помощью специальной лазерной системы.
Станки для осуществления данных операций ничем не отличаются по своей конструкции от аналогичных агрегатов, рассчитанных на работу с профилем из алюминия. Хотя в отличие от обработки алюминиевых заготовок с целью получения изделий с заданным радиусом кривизны, гибка ПВХ-профиля осуществляется не холодным, а горячим деформированием (с помощью воздействия на пластик теплого воздуха с использованием электрофенов), а изгиб осуществляют полимерными роликами.

На профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу заготовки профиля.
Использование сменных роликов позволяет изгибать изделия сложной формы и добиваться требуемых параметров кривизны.
Основные параметры – размер профиля и диаметр гибки.
Основной показатель качества согнутого профиля – сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Таким образом, применение профилегибов предоставляет довольно широкие возможности, что позволяет увеличивать эффективность операций и количество выпускаемых изделий.

Достоинства:
- Практически полностью автоматизированный процесс
- Процессом гибки управляет компьютерная система
- Симметричность изгибаемой арки контролируется оптическим устройством
- Минимальный диаметр арки от 300 до 350 мм
- Максимальный радиус изгибаемой арки неограничен
- Гибка ПВХ-профиля вместе с армированием или без армирования внутри
- Гибка неограниченной длины профиля
- Предлагаемые станки осуществляют гибку не только ПВХ-профилей, но и:
– алюминиевых профилей с термомостом и без термомоста;
– фасадных профилей;
– алюминиевых профилей для деревоалюминиевых систем;
– профилей, камеры которых усилены стеклянными волокнами;
– прямоугольных (коробкообразных) профилей;
– профилей для балконных перил;
– стальных профилей;
– хромированных профилей.
- Гибка алюминиевых и ПВХ-профилей во всех четырех осях
- Гибка пластифицированных, анодированных, ламинированных и окрашенных профилей
- Отсутствие тепловых деформаций, изменения цвета, пузырьков и блеска
- Гибка профилей с оригинальной защитной пленкой
- Меньшая площадь участка за счет отсутствия нагревательных камер и рабочих столов
- Мобильная конфигурация участка
- Не требует дополнительных приспособлений (внутренних и внешних вставок) и операций, увеличивающих время технологического процесса
- Экологическая чистота производства
- Большая производительность, может работать один специалист
- Высокое качество изготовляемых арок, практически исключается человеческий фактор, брак и рекламации
Недостатки:
- Высокая стоимость оборудования
- Высокие требования к обучению специалистов
- Необходимость заказа роликов для изгибания штапиков и дополнительных профилей
- Гибка профилей по шаблону у арок неправильных форм осуществляется в ручном режиме
- При допущенной ошибке нельзя исправить согнутый профиль
Компании-производители:
- «ТИМ-ИНГ ЦЕНТР» (Сербия), www.tim-ing.com
- LIHONG (Китай)
- 3С (C.L.O.M.E.A. SOC.COOP. ), Италия, www.clomea.com
- URBAN (Германия), www.u-r-b-a-n.ru
Каждая из технологий имеет свои достоинства и недостатки. Выбор за вами.
Практические советы по выбору оборудования для гибки ПВХ-профиля
В нашей стране предлагается гибочное оборудование практически от всех ведущих мировых изготовителей, поэтому для покупателя необходимо четко понимать и видеть, что за оборудование он выбирает, и как это оборудование будет выполнять его задачи.
В большинстве случаев приобретение того или иного оборудования имеет смысл, если планируется осуществление гибки ПВХ-профиля не только для своих собственных заказов, но и для других оконных компаний региона. Поэтому прежде чем приобретать оборудование, следует реально оценить поток заказов на изготовление арок и окупаемость гибочного оборудования.
При выборе оборудования необходимо исходить из экономической эффективности и широкой функциональности станков для гибки ПВХ: существенно поднять производительность труда персонала, снизить себестоимость продукции, сопутствующие расходы, в том числе и используемую электроэнергию, уменьшить продолжительность выполняемых работ, повысить качество продукции, а для этого необходимо тщательно проанализировать преимущества той или иной модели.
Практически любое оборудование необходимо приобретать после детального изучения его функциональности и возможностей. Конечно, плюсом является наличие брошюр и видеоматериалов у продавца, однако ничто не сравнится с просмотром станка вживую, особенно если есть возможность согнуть или обработать деталь по предоставленным покупателем чертежам прямо на месте.
В любом случае, хорошим аргументом в пользу того или иного оборудования является показатель его популярности не только в пределах города или страны, но также и в других странах, преимущественно развитых.
На сегодняшний день ситуация такова, что отечественное гибочное оборудование пока еще не достигло уровня мировых технологий. В большинстве случаев европейские производители ушли далеко вперед, имеют множество патентов, что для потребителя означает высокое качество оборудования и актуальность технологии, которые позволяют ему минимизировать себестоимость производства изделий с сохранением высокого (конкурентоспособного) качества.
Обязательно необходимо уточнить у поставщика информацию о компаниях, которые приобрели и работают на данном оборудовании, узнать отзывы специалистов этих компаний.
Рискованно приобретать оборудование у производителя, который не имеет своего представительства в России, так как есть вероятность «недопонимания» между покупателем и производителем, общение с которым осложняется отсутствием русскоязычного консультанта, географической удаленностью и сложностью обеспечения поддержки и сервиса приобретенного оборудования.
Представительство эффективно только в том случае, когда оборудование продается, устанавливается на месте заказчика, операторы заказчика обучаются, на оборудование распространяются гарантийные обязательства от сервисной службы представителя. При такой схеме покупатель застрахован от длительных ожиданий ремонта оборудования в случае поломок, так как сервисный центр находится недалеко и покупатель может рассчитывать на оперативную помощь по телефону либо с выездом специалиста. Более того, при поставке оборудования договор подписывается между российскими сторонами, что не требует составления международных договоров. На складе представителей обязательно должны быть запасные и изнашиваемые части к каждому продаваемому станку, иначе очень сложно оперативно заменять вышедшие из строя детали и узлы при срочном ремонте.
Тщательная предпродажная подготовка дает возможность исключить реализацию бракованной продукции. При необходимости фирма должна осуществлять гарантийное и постгарантийное обслуживание поставляемого оборудования.
Обратите внимание на возможность обучения специалистов вашей компании особенностям работы с гибочным оборудованием и технологии гибки профиля и изготовления арочных оконных конструкций, на простоту настройки и эксплуатации. Ведь любое оборудование, поставляемое на российский рынок, даже с ЧПУ, будет эксплуатироваться в обычных условиях, обычными специалистами. Все предоставляемые инструкции, другая техническая документация и интерфейс программы ЧПУ должны быть русифицированы.
При выборе подходящих моделей станков лучше воспользоваться помощью опытных технических консультантов компании-производителя. Они должны быть компетентны в интересующей теме, всегда оперативно отвечать на звонки и письма.
Следует с настороженностью относиться к резким высказываниям продавца о конкурентах (любой конкурент имеет как минусы, так и плюсы), к чрезмерным обещаниям, к необязательности и т. д. Профессиональный менеджер всегда оперативно должен отвечать на звонки и письма, обладать аргументированной логикой рассуждения и сделать все для потенциального покупателя, чтобы он остался доволен, т. к. продажа – это первый шаг, по которому можно косвенно судить и об остальных шагах (поставка оборудования в срок, сервис, гарантийные обязательства и т. д.).
При всем этом не следует забывать и о ценовой стороне вопроса. Иногда случаются удивительные вещи – цена импортного оборудования с более совершенными техническими и качественными параметрами может оказаться конкурентоспособной даже с отечественным оборудованием, которое традиционно занимает нижний ценовой диапазон.
Серьезный поставщик/продавец всегда готов предложить покупку оборудования в лизинг, адекватную схему оплаты, дополнительные бонусы.
И в заключение хочу сказать, качество изгибании ПВХ-профиля зависит не только от приобретенного оборудования, а в большей степени от знаний, практических навыков, а иногда и смекалки специалистов, работающих на этом оборудовании.